手 机:13201263777
座 机:0991-3877167
0991-3873938
传 真:0991-3877167
邮 箱:1633194384@qq.com
网 址:www.xjbjymy.cn
地 址:新疆乌鲁木齐经济技术开发区(头屯河区)王家沟钢材市场
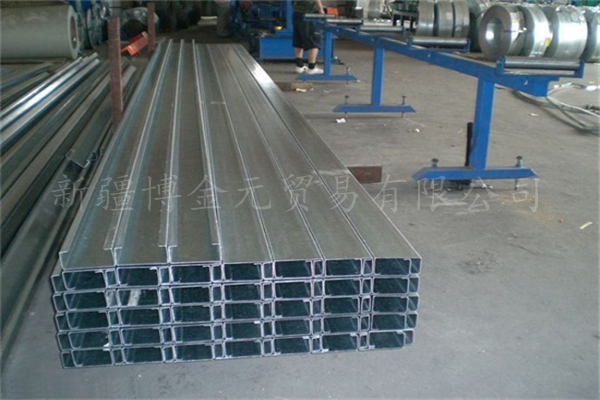
专业螺旋管出厂前经退火热处理,这种交货状态称为退火状态。退火的目的主要是为了消除和改善前道工序遗留的组织缺陷和内应力,并为后道工序作好组织和性能上的准备,合金结构钢、保证淬透性结构钢、冷镦钢、轴承钢、工具钢、汽轮机叶片用钢、铁索体型不锈耐热钢的钢材常用退火状态交货。霍尔果斯螺旋管出厂前经固溶处理,这种交货状态称为固溶处理状态。这种状态主要适用于奥氏体型不锈钢材出厂前的处理。

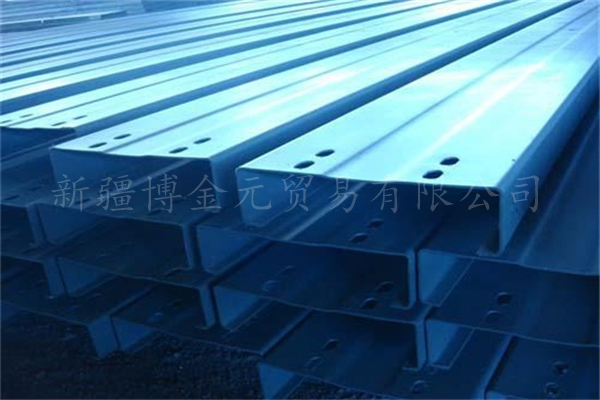
一般的霍尔果斯螺旋管的生产工艺可以分为冷拔与热轧两种,专业螺旋管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。
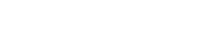
同一专业螺旋管的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使霍尔果斯螺旋管规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。在无万能轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成万能孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。
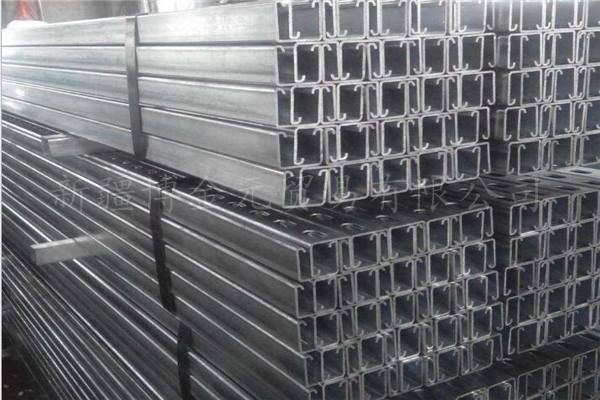
霍尔果斯螺旋管生产工艺简单,生产效率高,成本低,发展较快。专业螺旋管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了;专业螺旋管是用带钢焊接的,所以在原来它的地位没无缝管高。